|
Egyéb technológiák
Dinamikus egyensúlyozás
A forgógépek esetén a leggyakrabban előforduló hiba a kiegyensúlyozatlanság. Megjegyzendő, hogy az egyensúlyhiba mindig jelen van, legfeljebb a mértéke nem éri el azt a határt, hogy hibának tekintsük. Tökéletesen - "nullára" - kiegyensúlyozott forgórész tehát nincs, csak olyan, amelyik teljesíti az elvárásainkat, illetve a vonatkozó szabványok előírásait.
Egyensúlyhibáról akkor beszélünk, ha az adott forgórész súlyvonala nem esik egybe a forgástengelyével. Attól függően, hogy e tengelyek hogyan viszonyulnak egymáshoz, a statikus, a nyomaték (vagy páros) ill. a dinamikus (mindkét előző típust magában foglaló) egyensúlyozatlanságot különböztetünk meg.
Az egyensúlyozást végezhetjük egyensúlyozó padon vagy a helyszínen, a gép saját csapágyazásán. A helyszíni egyensúlyozást - műszerezettségtől függően - végezhetjük "három pont" módszerrel, illetve amplitúdó-fázis mérésen alapuló "vektoros" módszerrel.
Három pont módszer
Ezzel a módszerrel tárcsa alakú forgórészek egyensúlyozatlanságát lehet megszüntetni. Ez az eljárás az egyensúlyozás legegyszerűbb módja, csupán kézi rezgésszintmérőt igényel. Öt-hat indítással kielégítő eredményt ad.
- 1. Felerősítjük egy próbasúlyt, elindítjuk a gépet és mérjük a rezgést.
- 2. Áthelyezzük a próbasúlyt az előző helytől 120°-ra és újra megmérjük a rezgést.
- 3. A próbasúlyt ismét áthelyezzük 120°-ra és ismételten megmérjük a rezgést.
- 4. A rezgésértékeket egy 120°-os koordinátarendszerben felrajzoljuk (lásd az ábrát).
- 5. Megszerkesztjük a vektorok végpontjain átmenő kör középpontját,
az origó összekötésével megkapjuk a kiegyensúlyozatlanság irányát.
- 6. A kiegyensúlyozatlansággal szemben ismét felhelyezzük a próbasúlyt, majd rezgésmérést végzünk.
- 7. A rezgésváltozásból éa a próbasúly méretéből kiszámolható a szükséges kiegyenlítő súly értéke.
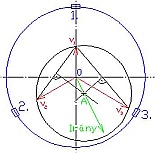 |
Kiegyensúlyozás három pont módszerrel
Vektoros (próbasúly alapú) módszer
Ezen eljárás alapja a forgórész csapágyain sugárirányban mért rezgésvektor forgásfrekvenciájú amplitúdója és fázisa. Sajnos a rezgés fázisszöge nem jelzi a kiegyenlítetlen súly szöghelyzetét, mivel ez a szög függ a gép rugalmasságától és időállandójától, valamint a mérőrendszer fázismérési paramétereitől (mérési elv, integrálás alkalmazása, belső késleltetés stb.). Ezek a tényezők gépenként (és műszerenként) jelentősen eltérhetnek egymástól, ezért új egyensúlyozás kezdvén nem tudhatjuk a kiegyenlítetlen súly szöghelyzetét.
Fentiek miatt kénytelenek vagyunk egy ismert nagyságú, szöghelyzetre és rádiuszra felhelyezett tömeggel rezgésváltozást létrehozni és a gép egyensúlyozatlanságra való reakcióját és érzékenységét megállapítani. A beavatkozás után mért rezgésvektor (piros) az eredeti R vektornak (fekete) és a próbatömeg T hatásvektorának (zöld) összege. Az eredeti vektor és a hatásvektor arányából meghatározható az eredeti egyensúlyozatlanság nagysága, azaz a szükséges korrekciós tömeg. (Két- vagy többsíkú egyensúlyozás esetén a próbasúlyos eljárás síkonként elvégzendő.)
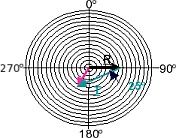 |
Kiegyensúlyozás vektoros módszerrel
 VISSZA
TOVÁBB VISSZA
TOVÁBB
A weboldal tartalmát szerzői jogok védik, ezért az írások, ábrák, valamint fényképek másolása, tárolása és publikációja csak a szerző előzetes írásos engedélyével megengedett.
|